

by Tamás Lédeczi and György Ákos
A multi-camera real time visual inspection system was developed by Cortex Technical R&D Ltd. for measuring the hot formed ends of glass tubes used in the fabrication of fluorescent (Ne) light sources. The system uses the DSP based proprietary UltraGrab card developed by Cortex Ltd. for fast data acquisition, enabling the measurement and sorting of glass tubes at a maximum rate of 250 pieces/min.
Cortex Technical R&D Ltd
Cortex Technical R&D Ltd. was founded in 1990, following the restructuring and opening-up of the Hungarian economy. The core of the company consists of a five person team: four engineers and one physicist. The company can be considered as a spin-off from SZTAKI, and formed from the Computer Vision and Robotics Laboratory of the Institute. During the academic period a lot of theoretical and practical research and development work had been carried out in the field of digital signal processing, especially in image processing. Based on this special accumulated knowledge the group was able to start a private business and transfer this knowledge to real industrial applications.
The UltraGrab PC Card
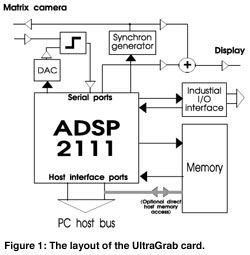
The binary frame grabber and image processor PC-board has been primarily designed for real-time industrial applications. It is based on the Analog Devices ADSP-21XX Digital Signal Processor (DSP). The maximum image size is 800 x 576 pixels, the limit set by standard PAL video cameras. The board is also applicable for NTSC standard, in which case the resolution is somewhat lower.
An interesting feature of the board is that there is almost no extra digital hardware for image acquisition and display, but these functions are realised on the DSP itself using its on-chip resources. This solution not only results in a fairly compact and low-cost board, but also a very flexible system, since image size, format, timing etc. are completely under software control. For example, it is possible to have multiple windows on the image and grab images to the windows independently. To help making vision systems even more compact, the board also includes 2+2 bits of optocoupled inputs and outputs, which can be directly connected to most industrial controllers. The inputs can be associated with a DSP interrupt, thus even very strict synchronisation requirements can be met.
Communication towards the PC host is performed via the DSP’s Host Interface Port (HIP). Communication is initiated by the PC, but for alerting the host the DSP can take control over one of the PC interrupt lines. If greater information throughput is required, the host can also have direct access to the DSP`s external data memory.
For creating vision systems with the UltraGrab board, two different software approaches can be taken. In the first scheme the UltraGrab is a stand-alone measurement system, where the PC only provides power, initialisation and optional registration or supervision of the measurements. This is ideal for the simpler applications, or when several DSP boards are plugged in a single PC. For complex systems, however, it might get clumsy to program all the measurement control into the DSP. In this case, the DSP program only includes the lower-level, computationally demanding measurement routines, while these routines are invoked and parameterised by a higher level program run by the host. In this case, DSP programming can be minimised or completely omitted.
The Vision System
One of the vision systems employing the UltraGrab card is used at a glass plant of the General-Electric-Tungsram company at Vác, Hungary to check the hot-formed ends of glass tubes used for fluorescent lighting for a given prescribed shape with fairly narrow tolerances. The system also measures the length of the glass tubes.
The task is to measure whether the inevitable size differences do not exceed the allowed limits, to check whether the tube end is not broken or cracked, and to reject faulty parts. Since tubes arrive at a maximum rate of 250 pieces/min, human inspectors employed so far were unable to perform a stable quality checking, and they could only roughly estimate the parameters to be measured.
The system does not require any mechanism to stop the tubes during inspection. This solution proved to be robust and needs practically no maintenance. Tubes move continuously along their way during inspection and the parallel acquisition of the images is taken on the fly.
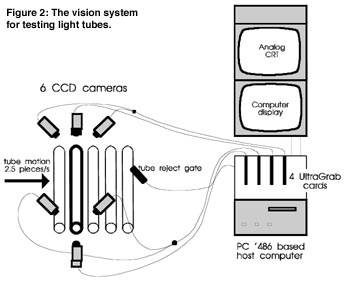
To realize thorough inspection, each end of every tube needs to be checked from four views using eight CCD cameras (6 matrix and 2 line scan cameras). Figure 2 outlines the arrangement of the 6 matrix cameras. The processing core contains an industrial PC equipped with the DSP based UltraGrab frame grabber and image processing boards. All the image processing tasks are carried out by the DSP boards, the PC acts only as a host device, providing Microsoft Windows based user interface, statistics, calibration utilities, system level control and detailed diagnostics on the state and settings of the end forming machine.
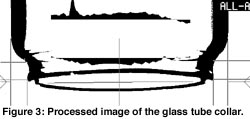
Figure 3 shows a typical measurement. The evaluation of the data shows a cracked collar and the measuring lines of the important dimensions of the tube collar can bee seen.
The measurements are carried out with 0.1 mm (0.004 inches) accuracy. This requires compensation for all possible secondary and ternary factors that might distort measurements (eg even an ideal end ring, appearing as ellipse on the image, is distorted by several factors, many of them varying with the actual position and wall thickness of the tube), while at the same time the measurement has to be robust enough to maintain tolerance of noise and non-optimal setting of the imaging system.
Conclusion
In the example described above, the DSP based UltraGrab frame grabber developed by Cortex Ltd., has been used for performing the fast and reliable measurement, check and sorting of glass tubes according to their shape during manufacturing. Similar systems have been developed for the following tasks:
Present work concentrates on developing a wall thickness gauge for arbitrary shaped glass objects.
Links:
Cortext web site: http://www.cortex.hu
Please contact:
György Ákos - Cortex Technical R&D Ltd.
Tel: +36 1 209 6510
E-mail: info@cortex.hu